La calificación de la actuación es una técnica para
determinar con equidad el tiempo requerido para que el operario normal ejecute
una tarea después de haber registrado los valores observados de la operación en
estudio. Se definió a un operario “normal”, como un trabajador competente y
experimentado que trabaja en las condiciones que prevalecen ordinariamente en
el sitio de trabajo, a un ritmo no rápido ni lento.
No hay método aceptado para calificar actuaciones, aun
cuando las técnicas se basen en el criterio o buen juicio del analista de
tiempos.
Al calificar por velocidad, 100 % generalmente se
considera ritmo normal. De manera que una calificación de 110% indicaría que el
operario actúa a una velocidad 10 % mayor que la normal, y una calificación del
90 %, significa que actúa con una velocidad de 90 % de la normal.
Con el procedimiento de calificación por velocidad, el analista
realiza en primer lugar una estimación acerca de la actuación, a fin de
averiguar si está por encima o por debajo de su concepto de lo normal. Luego
formula un segundo juicio tratando de ubicar la actuación en el sitio preciso
de escala, que dé la evaluación correcta de la diferencia numérica entre la
actuación estándar y la que se estudia.
ESCALA
DESCRIPCION DE
DESEMPEÑO
VELOCIDAD DE MARCHA
50%
Muy
lento, movimientos torpes e inseguros, el operario parece medio dormido y sin
interés al trabajo.
3.2 Km./.hr.
75%
Ritmo
constante, sin prisa como de obrero no pagado a destajo pero vigilado, parece
lento pero no pierde el tiempo adrede mientras lo observa.
4.8 Km./.hr.
100%
Ritmo
normal, activo como de obrero calificado a destajo logra con tranquilidad el
nivel de calidad y precisión fijado.
6.4 Km. / hr.
125%
Ritmo
muy rápido, el operario actúa con gran seguridad, destreza y coordinación de
movimientos muy por encima del obrero calificado.
8.0 Km. /hr.
150%
Ritmo
excepcional rápido concentración y esfuerzo intenso sin probabilidad de durar
largos periodos.
9.6 Km. / hr.
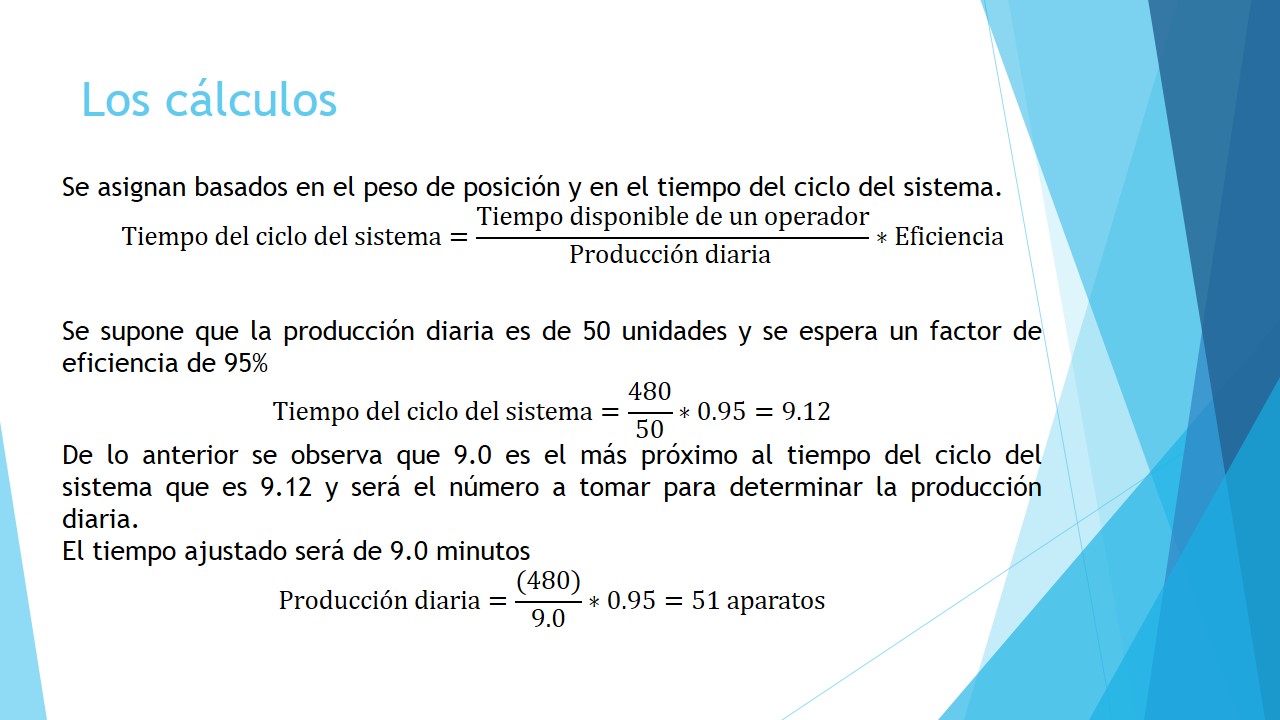
En el problema el operador obtuvo una calificación de 90 que
está por debajo de lo normal de 100 y esta se expresa como 0.90 por eso se pone
así en la formula.
Es importante decir que estos ritmos se pueden observar
en un metrónomo y nos sirve para hacer nuestro tiempo estandár.
1.
¿En qué consisten los 4 principios de movimientos del Work Factor?
i. Miembro del cuerpo usado
Toma
el tiempo de los dedos y mano, brazo, giro del antebrazo, tronco y pie.
ii. Distancia recorrida
Medida
en línea recta entre los puntos de partida y de llegada del arco.
iii. Control manual
-Detención
definida. Los movimientos cesan a voluntad del operario
-Por
conducción. El movimiento se controla en un estrecho espacio
-Por
precaución. Este control manual se tiene para prevenir un daño o prejuicio
-Cambio
de dirección. El movimiento que implica un control manual cambia de dirección.
iv. Peso o resistencia
Es
la fuerza necesaria para llevar a cabo el movimiento.
2.
Características del Work Factor
Se
aplica en ciclos cortos. En cada ciclo se analizan los movimientos y los
miembros del cuerpo que se usan.
Divide
al cuerpo en lo siguiente:
Dedos
de la mano, brazo, giro del antebrazo, tronco, pie, pierna, y cabeza.
3.
¿Cuáles son otras aplicaciones diferentes del sistema al Estudio de Tiempos?
En
la económica, capacitación, etc. Se puede aplicar en cualquiera donde se lleven
actividades manuales para su control y estandarización.
4. ¿Cómo saber qué tipo de sistema de Work Factor
utilizar, Brief, Detailed o Ready?
Dependiendo
de la exactitud y los objetivos que se tengan se puede utilizar uno u otro.
-Detailed Work-Factor. Es el más
detallado. Se utiliza para operaciones de ciclo corto y trabajo repetitivo.
-Ready Work Factor. Es menos detallado
que el Detailed, tiene un margen de error de un 5%. Se usa en trabajos con
volúmenes medianos de producción.
-Brief Work Factor. Es el más simple de
los tres tipos de sistema Work Factor ya que es el menos detallado. Se utiliza
para actividades manuales de ciclos cortos y no repetitivos. Ve los movimientos
como un conjunto de movimientos.
5. ¿Cuáles son los principales elementos del
Work Factor?
Transporte,
asimiento, preposición, armado, uso, desarmado, proceso mental y liberación.
6.¿En qué se sustenta el método?
Es
un sistema que no depende de uno más alto o más bajo, ya que fue el primero que
se desarrolló.
7. ¿Se pueden hacer modificaciones al método?
Ya
que un método este ya está establecido pero dependiendo para lo que se use
puede que se pueda adecuar para las diferentes necesidades.
8. ¿Que ten efectivo es?
Tiene
un 95% de efectividad pero esto puede variar por ciertos factores como la
capacidad del operador y del analista, etc.
9. ¿Cómo saber cuándo es aplicable?
Se
aplica comúnmente en procesos que abarcan los 0.16 segundos hasta los 0.2
minutos en cualquier actividad donde existan procesos de ciclos cortos y
repetitivos.
10.
¿Qué tan especifico es?
Depende
de cual Work Factor se utilice el detailed por ejemplo es el más detallado ya
que cuenta con 764 valores de tiempo y 8 descripciones.
11.
¿Cómo se lleva a cabo un ensamble con este método?
· Se deben determinar los movimientos
básicos con los que se compone una operación manual.
· Luego se definen las variables que
afectan al movimiento u operación que se estudia.
· Se debe buscar en las tablas
correspondientes a cada elemento básico.
· Y por último se suman los valores
obtenidos en las tablas
-EL
MTM-1 es el sistema más detallado y divide los movimientos en 10 categorías.
Toma 250 veces el tiempo del ciclo analizarlo.
-El
MTM-2 es un sistema en el cual toma 100 veces el tiempo del ciclo para analizarlo.
Combina movimientos del anterior. El rango de distancia es menor.
-Es
usado en ciclos largos con operaciones cortas. Es siete veces más rápido que el
MTM-1 y Tres veces más rápido que el MTM-2.
2.Campo de aplicación del MTM -1, 2 y 3
-MTM-1:
Para aplicaciones donde se debe ser muy detallado y preciso.
-MTM2:
Para aplicaciones donde no se requiera tanta precisión.
-MTM-3:
Para aplicaciones donde se requiera el estudio lo más rápido posible sin tanto
detalle.
3.Ventajas en comparación a work-factor
-Que
en el MTM se ven micro movimientos y se ven movimientos individuales.
4.Su precisión y efectividad
-Depende
cual MTM se utilice si utiliza el MTM-1 es el más preciso que puede haber por
la forma en que divide los movimientos.
5.Pasos para hacer un análisis de
operación con este método
-Determinar
los movimientos básicos con los que se compone una operación manual.
-Definir
las variables que afectan al movimiento u operación en estudio.
-Buscar
en las tablas correspondientes a cada elemento básico.
-Sumar
los valores obtenidos en las tablas
6.Existe un formato definido
7.Se aplica a periodos largos o cortos
-Para
periodos cortos.
8.¿Cuáles son los dos grupos de
movimientos básicos que considere el mtm?
a)Movimientos de los miembros superiores:
i. Elementos básicos: Alcanzar, Mover,
Coger, Posición, Soltar y Desmontar.
ii. Movimientos secundarios: Girar,
Aplicar Presión y Manivela.
b)
Movimientos de los miembros inferiores:
i.Movimiento
del pie y Movimiento de la pierna.
c)
Movimientos de cuerpo.
i. Desplazamientos: Andar y Paso
lateral.
ii. Flexión: Giro del cuerpo, Doblarse,
Agacharse, Sentarse, Poner una rodilla en el suelo, Arrodillarse, Levantarse.
d)
Movimientos visuales: Enfoque ocular y Recorrido ocular.
9.¿Por qué clasificar el MTM en
subdivisiones como son el MTM-2 y el
MTM-3?
-Porque
al ser el MTM- tan especifico y tardad de hacer se tuvo la necesidad
10.¿Por qué se refiere que el MTM no abarca
movimientos restringidos ni controlados de manera mecánica?
-No
por el principio de reducción de movimientos.
11.¿Por qué es más preciso el MTM-1?
-Porque
divide en más categorías a los movimientos.
12.Desventajas considerables
-Pues
que el MTM- 1 puede ser muy detallado pero al mismo tiempo es muy tardado
hacerlo. Y los otros sacrifican la precisión por ser más rápidos. Ademas no
abarca elementos controlados mecánicamente
En este trabajo se abordara los conceptos,
la descripción y la aplicación de algunos de los métodos de tiempos
predeterminados como el método “work factor”, “MTM”, “Most”,”Modepts” y “GSD”.
Al final de este ensayo se espera que el lector conozca estos métodos y sepa que
son.
El primer método que se verá será “Work
factor” que apareció en los años treinta del siglo anterior y fue acuñado por
Quick, Shea y Koehler cuando publican la tabla Q.S.K., este sistema ha
alcanzado cierta flexibilidad con tres diferentes procedimientos de aplicación,
dependiendo de los objetivos del análisis y de la exactitud requeridos; estos
procedimientos son las técnicas Detailed, Ready y Brief además de una cuarta técnica
llamada Mento-Factor.
-Detailed
Work-Factor: contiene estándares de tiempo precisos para mediciones de trabajo
por día o para planes de pago con incentivos, y proporciona una herramienta
precisa para el análisis de método, su usa para operaciones de ciclo corto y
trabajo repetitivo. Tiene una tabla de tiempos de movimientos de 764 valores.
-Ready
Work- Factor: Es usado para operaciones que no requieren una tanta precisión como
en el detailed, se usa generalmente en trabajos de volumen de producción
medianos, se usa cuando se tiene estándares de tiempos fáciles (ready) y se
hace en un tercio de tiempo requerido por el detailed y usualmente la perdida
de exactitud no excede más del 5%. Tiene una tabla de tiempos de movimientos de
154 valores.
-Brief
Work-Factor: Este procedimiento ofrece la tabla de movimientos más simples,
combinando los diversos elementos estándares en segmentos de trabajo. Se aplica
a tareas que requieren menciones mucho menos detalladas, como producciones de
corrida corta. Los análisis del Brief
Work-Factor toman alrededor de un décimo del tiempo requerido para un análisis detailed
y varía en la exactitud en un 10%. Los tiempos de operación se establecen a
medida que se ejecutan las operaciones y los tiempos se basan en observaciones
se uno o dos ciclos. Tiene una tabla de 32 valores.
-Mento
Work-Factor: se usa cuando la actividad mental representa una gran parte de la
tarea, con este procedimiento se mide de forma precisa. Sus tablas de tiempos
abarcan 14 procesos básicos y tiene 710 valores de tiempo.
En la técnica Work-Factor se
reconocen las siguientes variables que influyen en el tiempo necesario para
realizar una tarea:
1.La
parte del cuerpo que realiza el movimiento.
2.La
distancia que se mueve.
3.El peso
que lleva.
4.El control
manual.
Tiempos de movimiento por work-factor en
elementos corporales:
1.Dedos
de la mano.
2.Brazo.
3.Giro
de antebrazo.
4.Tronco
5.Pie.
6.Pierna
El control manual es la variable más difícil
de cuantificar. El método que exponemos establece, en la mayoría de los casos,
que en los movimientos de trabajo se puede considera que interviene uno o más
de los siguientes cuatro tipos:
1.Factor
de trabajo para descripción definida.
2.Factor
de trabajo para control direccional.
3.Factor
de trabajo para cuidado o precaución.
4.Factor
de trabajo para cambio de dirección.
Un factor de trabajo se ha definido como
el índice del tiempo adicional requerido sobre el tiempo básico, siendo una
unidad para identificar el efecto de las variables; control manua y peso.
El siguiente método es el “MTM” que
quiere decir “Methods-time Measurements” que quiere decir métodos de medición
de tiempos. El MTM es un procedimiento
que analiza los movimientos básicos requeridos para la realización de un método
o una operación manual, y asigna a cada movimiento un estándar de tiempo
predeterminado que se evalúa por la naturaleza del movimiento y las condiciones
en que es realizado. El MTM reconoce 8 movimientos manuales, 9 movimientos de
pie y cuerpo y 2 movimientos oculares, el tiempo para realizar cada uno de
ellos se ve afectado por una combinación de condiciones físicas y mentales.
Se debe aplicar cuando cumple estos
requisitos:
1.La
parte de esfuerzo de ciclo de trabajo es de más de un minuto de duración.
2.El ciclo
no es altamente repetitivo.
3.La parte
manual del ciclo de trabajo no implica un gran número de movimientos manuales
complejos o simultáneos.
Hay varias versiones del MTM el MTM-1,
el MTM-2 y el MTM-3 siendo el mas útil el MTM-1, puesto que descompone aún mas los
movimientos.
Descomposición de operaciones en
movimientos elementales en el MTM-1:
a) Movimientos de los miembros superiores.
Elementos básicos: Alcanzar, Mover,
Tomar, Posición, Soltar y Desmontar.
Movimientos secundarios: Girar, Aplicar
Presión y Manivela.
b) Movimientos de los miembros
inferiores: Movimiento del pie y Movimiento de la pierna.
c) Movimientos de cuerpo.
Desplazamientos: Caminar y Paso lateral.
Flexión: Giro del cuerpo, Doblarse,
Agacharse, Sentarse, Poner una rodilla en el suelo, Arrodillarse, Levantarse.
d) Movimientos visuales: Enfoque ocular
y Recorrido ocular.
Procedimiento para el empleo del MTM
1. Determinar los micro movimientos
básicos que deben utilizarse en la operación que se estudia.
2. Sumar el valor del tiempo dado por
las tablas de datos de la MTM para cada uno de dichos micro movimientos.
3. Conocer el suplemento por fatiga,
retrasos personales y retrasos inevitables.
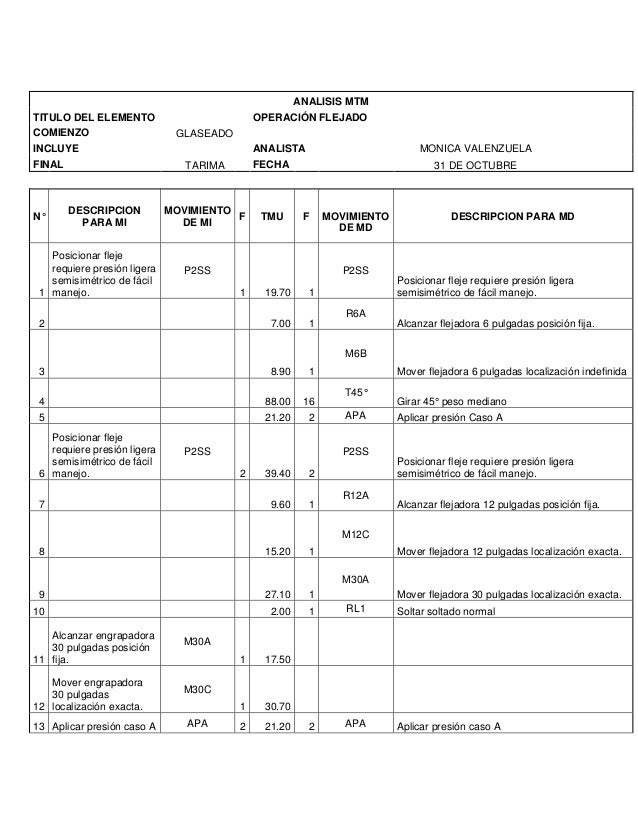
Registro de la MTM
Para registrar los movimientos y asignar
los tiempos correspondientes a la operación analizada, se emplea el formato
“Hoja de análisis y métodos”. Es necesario poner particular interés en la
unidad de tiempo usada la cual es el TMU.
Los investigadores crearon una nueva
unidad de tiempo que denominaron TMU (Time Measurement Unit) cuyo valor es de
0,00001 horas, como se puede ver pequeñísima, que facilitaba los cálculos.
Las conversiones son por tanto:
1TMU
= 0.0000 1hora
= 0.0006 minutos
= 0.036 segundos
1 hora
I minuto
1 segundo
= 100,000.0 TMU
= 1,666.7 TMU
= 27.8 TMU
Tipos
de control en la aplicación del MTM
Los movimientos vienen bajo dos tipos
principales de control:
1. Control de proceso
2. Control humano
Solamente los movimientos que en
principio están bajo “control humano” son medidos por MTM. Aquí estamos
tratando el control de movimientos no limitados o acelerados por algún proceso.
Niveles de control
Control bajo
Las características son:
1. Acción automática, poco más que una
respuesta aprendida.
2. Control motor mínimo
3. Falta de coordinación manual-ocular
4. Confianza en los sentidos
subconscientes cinestéticos y de tacto.
No se requiere la atención visual por el
operador cuando se ejecuta un movimiento con control bajo.
Control mediano
Las características son:
1. Un grado moderado de exactitud en la
terminación del movimiento
2. Coordinación manual-ocular durante el
principio del movimiento ( No se requiere para terminar el movimiento)
3. Control mental consciente o control
ocular ( ambos generalmente no son necesarios)
Se requerirá visión el algún movimiento
anterior o durante el movimiento, pero no se requerirá para terminar el
movimiento porque la mano sólo necesita que esté ubicada aproximadamente.
Control alto
Las características son:
1. Exactitud en el movimiento de
terminación.
2. Coordinación manual-ocular sin
distracciones (control visual de terminación)
3. Mucha retroalimentación sensorial
4. Dirección consciente mental y ocular
Se requiere visión al terminar el
movimiento. Si los ojos se dirigen hacia otro lugar que no sea el destino antes
de que el movimiento se termine, el movimiento no puede realizarse con éxito.
Movimientos manuales:
1.Alcanzar
2.Mover
3.Distancia
del movimiento
4.Componente
dinamico
5.Girar
6.Variables
a girar
7.Aplicar
presión
8.Coger
9.Soltar
1.Poscicionar
1.Desmontar
1.Manivela
1.Tiempo ocular.
El siguiente método se llama “Most”. Es
un sistema de tiempos predeterminados, el cual permite el análisis de cualquier
operación manual y de algunas operaciones con equipo. El concepto de MOST se
basa en las actividades fundamentales, las cuales se refieren a la combinación
de movimientos para analizar la manipulación de los objetos. Las formas básicas
de los movimientos son descritas por secuencias; el nombre MOST se deriva
literalmente de las iniciales de la palabra Maynard Operation Sequence
Tecnhnique (Técnica de Secuencia de Operaciones Maynard).
Ventajas del Sistema MOST .
•
Los tiempos reflejan el 100% del nivel de desempeño.
•
MOST es rápido de aplicar, solo requiere 10 horas de tiempo de análisis
por cada hora de trabajo medido.
•
Puede ser aplicado de memoria.
•
Tiene acceso universal.
•
Tiene una precisión adecuada.
• Es
fácil de entender y aprender.
•
Requiere de un mínimo de trabajo escrito.
• Tiene
un sistema múltiple de niveles.
•
Ofrece resultados consistentes.
•
Fomenta métodos de desarrollo.
•
Permite el uso de suplementos.
Proceso seguido en un estudio de tiempos
según MOST
1. Identificar cada movimiento básico de
la operación
2. Registrar los movimientos básicos en
hojas de análisis
3. Asignar a cada movimiento el tiempo
predeterminado que le corresponde según tablas
4. Sumar todos los tiempos obteniendo el
tiempo tipo de la operación.
Secuencias MOST y Aplicación
Con MOST cualquier trabajo manual queda
cubierto por tres modelos de secuencias básicas
-Secuencia del Mover General
-Secuencia del Mover Guiado
-Secuencia de Utilización de
Herramientas
Para poder simplificar los análisis se han
desarrollado otros tres modelos de secuencias auxiliares para los casos en que
hay manejo de materiales pesados y hay que emplear máquinas para manipularlos:
-Secuencia de Grúa Pescante
-Secuencia de Puente Grúa
-Secuencia de Carretilla
La codificación utilizada es la
siguiente:
ACTIVIDAD
SECUENCIA
SUB-ACTIVIDAD
MOVER GENERAL
A B G A
B P A
A –
ALCANZAR
B – MOVIMIENTO DE CUERPO
G –
COGER
P – POSICION
MOVER GUIADO
A B G M
X I A
M –
MOVER GUIADO
X – TIEMPO DE PROCESO
I -
ALINEAR
USO DE HERRAMIENTA
A B G A B P A B P A
F – CAPTURAR
L –
DEJAR
C – CORTAR
S –
TRATAMIENTO DE SUPERFICIE
M – MEDIR
R –
GRABAR
T – PENSAR
Ficha para llenar al usar basic most
dLa siguiente Técnica es Modapst que
quiere decir “ Modular Arrengement of Predetermined Time Standards”; la cual
difiere al medir el conjunto de movimientos sin medir los movimientos
individualmente.
Modapsts se puede usar:
-Determinar
el mejor método y layout del área de trabajo para realizar la tarea dada.
-Costo
de trabajo.
-Etc.
Fundamentos del modapts
El sistema modapts maneja unidades
denominadas módulos, que equivalen a 0,129 segundos.
Esta técnica se tiene por 5
características que son:
1. Todas las actividades se expresan en
forma modular.
2. El método para clasificar movimientos
es tal que el número real de unidades de actividad humana de trabajo
representado por cada clasificación está contenido en su propia identificación
descriptiva.
3.
Las unidades seleccionadas distinguen:
a) Movimientos generales de dedos, manos y
brazos a través del espacio.
b) Los movimientos terminales del miembro del
cuerpo cerca del trabajo que se está realizando.
4. La presentación de los datos en forma
visual se puede memorizar como una imagen.
5. Los factores básicos permiten que el
sistema se aplique sin recurrir a tablas de valores.
Número de mod asociado con el movimiento
El numero de mod asociado con el
movimiento general de cada una de las partes mano/ brazo se simboliza de la
siguiente forma:
1 MOD: movimientos de los dedos.
2 MOD: movimientos de las manos
3 MOD: movimientos de los antebrazos
4 MOD: movimientos de los brazos
5 MOD: movimientos de los brazos
extendidos
Clasificación de los movimientos
1MOD: para su realización se necesitan
los dedos
Coloque su dedo índice en su cabeza y
rasque cinco veces rápido, pero ligeramente; el valor total de este es de 9
mod; cinco veces se movió el dedo para adelante y cuatro veces para otras.
2 MOD: movimientos de la muñeca de la
mano. Esta clase de movimientos incluye los movimientos del dedo.
Tome un pedazo de papel y póngalo en el
escritorio. Con la pluma en la mano el brazo sobre la mesa, escriba la palabra
¨movimiento¨ sin desplazar el brazo de su posición original. Cuando se escribe
la palabra ¨movimiento¨ y se ponen las
primeras comillas se ejecuta una serie de movimientos del dedo de 1mod. Poner
las segundas comillas requiere un movimiento de la muñeca de 2mod
3 MOD: movimientos del antebrazo
asociados con movimientos en áreas reducidas.
Ponga su mano derecha sobre su mano
izquierda en la esquina izquierda de esta página. Ahora, tome la esquina
derecha de esta página con su mano derecha y dele vuelta. El movimiento fue de
tres mod con el antebrazo.
4 MOD: movimientos con el brazo. Esta
clase es característica de los movimientos normales de la mano libre y el brazo.
Los movimientos del brazo o de 4 mod,
son los comúnmente observados y generales en un área de trabajo abierta y no
compacta.
5MOD: normalmente ocurren cuando no se
requiere del apoyo o ayuda del cuerpo, con el brazo completamente extendido.
Estos son usualmente de arriba hacia abajo como para alcanzar un armario
grande.
Los movimientos con el brazo extendido
de 5 mod ocurren cuando el brazo es extendido hacia la izquierda o a la derecha
a 45 grados o más, o con movimientos completos a lo largo del cuerpo, de arriba
hacia abajo.
Ventajas del modatps
1. Fácil entrenamiento
2. Facilidad de aplicación
3. Exactitud
4. Economía de operación
5. Diversidad de usos
Limitaciones del sistema modapts
Las funciones de los sistemas modapts se
ven limitadas en:
1. Ciclos muy cortos (debajo de 12
segundos)
2. Tiempo de funcionamiento de la
máquina
3. Retraso de proceso
4. Tolerancias de descanso y retraso
5. Información detallada
6. Cualquier otra actividad donde los
patrones de movimiento no son controlados.
El Siguiente método es el de “GSD” que
quiere decir “General Sewing Data” diseñado específicamente para la industria
de costura. Su función principal es la de racionalizar métodos de manufactura y
producir una evaluación acertada del tiempo requerido para realizar una tarea específica. Durante su aplicación, se creara una librería única de información para cada necesidad. La “GSD” es usada
para crear la información requerida para el costo del producto, el plan de pre producción,
la calendarización, la entrega y las ganancias.
Beneficios del uso de GSD
-Promueve
eficiencia y consistencia
-Mejora
la calidad del producto.
- Flexibilidad
-Rápida
respuesta a las necesidades del cliente.
-Uso
de información estándar.
Llegue a la conclusión que estos métodos
son importantísimos ya que permiten a cualquier industria o entidad cuantificar
la cantidad de tiempo requerida para hacer una tarea específica. Me di cuenta
que la más utilizada y conocida es la MTM ya que es la única que se ha
publicado. Pero investigando la última me di cuenta que las industrias se han
especializado para poder tener un método de tiempos predeterminados para cada
necesidad ya que la última se utiliza en la industria de la costura.
Me llamo mucho la atención como hay
empresas que al hacer un tipo de métodos pueden llegar a convertirlo en un
negocio ya que de todas hay lugares por todo el mundo que se dedican a enseñar
y capacitar sobre cada uno de los métodos. Los cuatro primeros al ser más
antiguos hay un poco de más información libre, pero del ultimo al ser un poco más
reciente hay menos información libre y así la mayoría de los recientes métodos
se encuentran en las mismas condiciones.
Al final me di cuenta que las empresas
tienen como necesidad aprender estos métodos ya que como dije al principio es
una parte vital en la dirección de la empresa.